




产品中心
产品中心
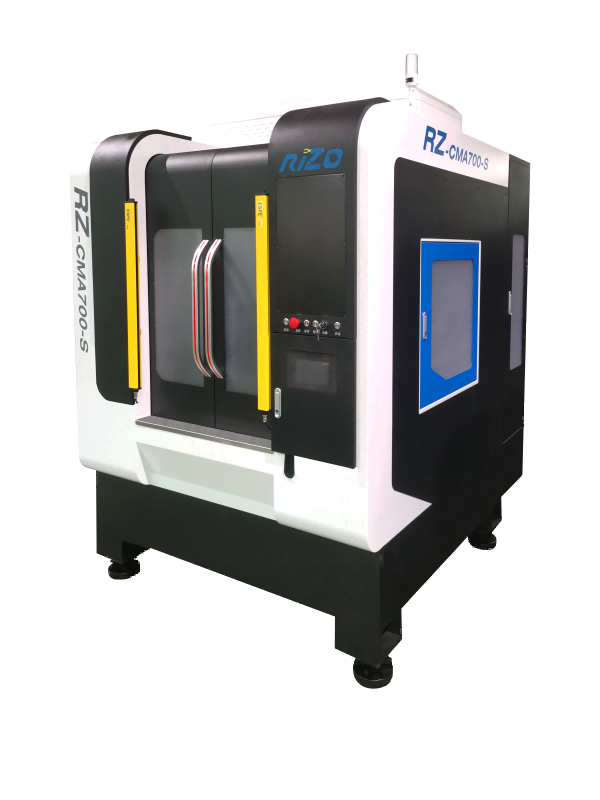
- 平博pinnacle体育平台自动化
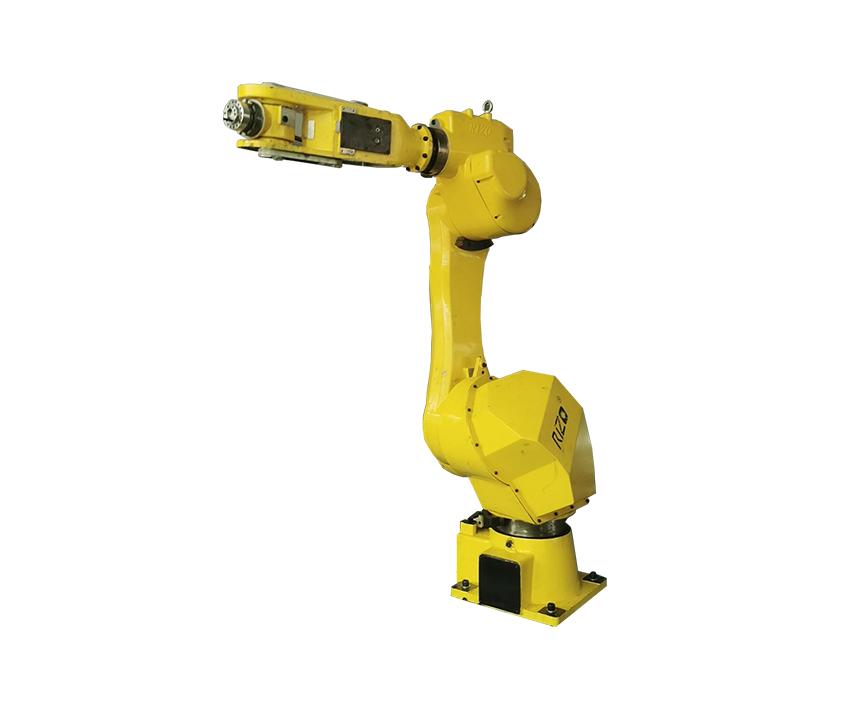
- 平博pinnacle体育平台机器人
- 加工辅助设备



















新闻资讯
新闻资讯
- Sep202420近日,深圳市第六批国家级专精特新“小巨人”企业名单公示。深圳市平博pinnacle体育平台自动化设备有限公司(简称:“平博pinnacle体育平台自动化”或“平博pinnacle体育平台”)作为一家专注于压铸自动化领域的先锋企业,凭借在行业的持续创新、产品技术优势以及领先的市场占有率,被认定为工信部第六批专精特新“小巨人”企业。
- Dec202413近日,“2024DMP大湾区工博会暨国际(深圳)铸业展”在深圳国际会展中心(宝安)圆满落幕。深圳市平博pinnacle体育平台自动化设备有限公司(简称:平博pinnacle体育平台自动化)携多款创新产品及技术解决方案惊艳亮相,现场展示了三款去毛刺设备和两款喷雾系统产品,吸引了众多专业观众和买家的密切关注。
- Apr202413“大型一体化压铸”已成为行业发展新趋势。相对普通的压铸件,一体化压铸件体积大且结构复杂,压铸后道加工需要耗费大量时间,难以“跟上”前端的压铸工艺的生产节拍。其中后加工又以去毛刺为甚。在去毛刺环节,一体化压铸件由于投影面积大,复杂曲面、异型面多,打磨去毛刺工作量非常大,采用传统去毛刺方法用时长,效率低。为此,行业亟需一种与前端的压铸生产节拍同步的高效率去毛刺创新解决方案。
关于平博pinnacle体育平台
关于平博pinnacle体育平台

| 深圳市平博pinnacle体育平台智能股份有限公司
深圳市平博pinnacle体育平台智能股份有限公司
深圳市平博pinnacle体育平台智能股份有限公司(简称:平博pinnacle体育平台智能),是一家集研发、生产、销售、服务于一体的压铸自动化设备、工业机器人,及智能产线方案解决商。 平博pinnacle体育平台智能旗下的全资子公司有深圳市平博pinnacle体育平台自动化设备有限公司、平博pinnacle体育平台(深圳)机器人科技公司、深圳市平博pinnacle体育平台智能科技有限公司,三者分别为压铸自动化事业部、机器人事业部、智能制造事业部之母体。同时,公司创办深圳市压铸智能装备培训学院,面向压铸自动化领域,提供实用型、复合型人才培训服务,智能六轴去毛刺设备。 平博pinnacle体育平台智能作为压铸届智能装备方案解决商,本着“解决客户需求为宗旨,为客户创造价值为理念。以孜孜不倦的工匠精神,不断开拓工业机器人领域新技术、新工艺、新应用;以精益求精的态度,严格把控产品质量,为客户提供有价值、好用、实用的智能装备产品及解决方案。 |

深圳市平博pinnacle体育平台智能股份有限公司 ![]() 备案号:粤ICP备2021162695号-1 版权所有
备案号:粤ICP备2021162695号-1 版权所有